
突破極音速與 ISAC 雷射加工極限:AGV5D 掃描器與 Automation1
在前沿國防與航太製造中,不論是能在大氣層邊緣以五馬赫以上飛行的極音速無人載具(Hypersonic UAV),還是低軌衛星上高度整合的通訊感知一體化(ISAC)雷達天線罩,都面臨著極端的物理考驗,為了抵抗極音速摩擦產生的高溫,以及實現特定頻段的電磁波穿透與隱形,工程師必須在這些航太部件表面,以飛秒雷射(Femtosecond Lasers)精準鑽出數以百萬計的「薄膜冷卻孔」或雕刻出複雜的「3D 超材料(Metamaterial)」微結構。
這是一場在微米尺度下進行的終極製造戰爭,這些微孔的直徑往往小於一百微米,且法規嚴格要求其橫截面必須是「完全垂直的直壁」、「倒角(Fillet)」甚至「逆錐度(Inverse Taper)」,若長期專注於航太級雷射微細加工與系統控制架構,當我們檢視傳統的雷射加工機台時會發現一個無解的物理死胡同:傳統的 2D 掃描振鏡在光學上先天無法產生逆錐度;若試圖用機械五軸平台來翻轉重達數十公斤的航太零件以配合雷射光束,其加工速度與震動誤差將徹底摧毀量產的可行性,本文將純粹從光學幾何限制、雷射熱效應以及巨微觀同步控制出發,深度剖析現代雷射系統工程師所遭遇的三大技術難題,並從系統整合者的視角提出具體的實體產品解決方案。
國際航太與雷射加工規範:微結構幾何的極限容忍度
在探討具體的掃描器痛點之前,我們必須先理解指導這些尖端航太零件的製造準則,以美軍針對極音速熱防護系統(TPS)的製造規範,以及 ISAC 天線罩的高頻電磁波透射標準為例,對於雷射加工的「幾何純粹度」與「絕對定位精度」提出了嚴格的要求;在薄膜冷卻孔的加工中,如果孔壁呈現傳統雷射加工常見的「正錐度(V 形孔,入口大出口小)」,氣流將無法形成平貼表面的冷卻薄膜,導致載具在極音速下解體。規範要求孔壁必須是完美的直壁或特定角度的逆錐度。
更嚴苛的是「拼接誤差(Stitching Error)」,ISAC 天線罩的面積高達數平方公尺,但單一雷射掃描器的最佳工作視野(FOV)往往只有幾十平方毫米,當機台將這幾百萬個微結構拼接起來時,任何大於幾微米的交界處錯位,都會引發高頻雷達波的相位失真與散射,這種對「3D 複雜微觀幾何」與「無縫巨觀拼接」的雙重苛求,直接宣告了傳統 2D 振鏡結合分離式滑台架構的死刑。
在上述嚴苛的幾何限制與航太框架下,研發工程師在建構次世代飛秒雷射微細加工系統時,無可避免地會面臨三道極難跨越的技術高牆。
2D 光學的幾何宿命與「逆錐度(Inverse Taper)」加工天險
在傳統的雷射鑽孔系統中,2D 振鏡(Galvo Scanner)只能在 X 軸與 Y 軸平面上快速移動光束。當雷射光束經過 F-theta 透鏡聚焦打在材料上時,由於高斯光束的本質與材料消融的幾何特性,鑽出的孔無可避免地會呈現「正錐度(Positive Taper)」——也就是入口大、底部小的 V 形結構。
為了加工出航太規範要求的垂直直壁孔或逆錐度孔(底部比入口大),傳統的做法是將航太零件安裝在一個龐大的機械五軸旋轉台上。透過不斷改變零件的俯仰(Pitch)與滾轉(Roll)角度,讓雷射光束以斜角進入孔內進行「旋切(Trepanning)」。然而,航太部件極為沉重,要求機械平台在每一顆 100 微米的孔洞加工過程中進行高速的高頻翻滾,不僅會引發嚴重的機台共振,單一孔洞的加工時間更會長達數秒。面對數百萬個孔洞,這種依賴「工件移動」的三維加工方式,在產能經濟學上是完全不可行的。
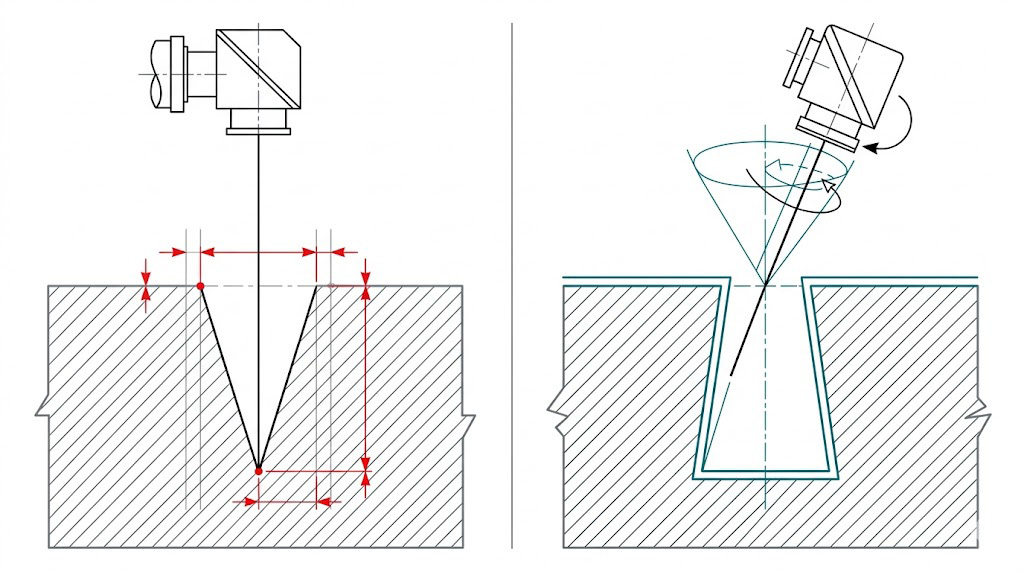
傳統直射雷射切割產生 V 形切口誤差 (左);使用光束旋轉技術可消除錐度,實現精確的直壁切割 (右)。
高能連續加工下的熱漂移與光斑畸變
第二個難題發生在飛秒雷射的光學與熱力學邊界,雖然飛秒雷射被稱為「冷加工(因為脈衝極短不產生熱影響區)」,但雷射光束在通過振鏡內部的反射鏡與馬達時,仍會產生極為可觀的熱量累積;傳統的掃描振鏡往往將發熱的驅動電子元件與精密的機械轉子封裝在同一個狹小空間內,且缺乏主動冷卻機制,在進行長達數十小時的連續航太零件加工時,這些熱量會導致振鏡結構產生不均勻的熱膨脹,在微米級的加工世界裡,這被稱為「熱漂移(Thermal Drift)」,原本精準對齊的微結構會隨著機台溫度的上升,在材料表面產生數十微米的整體位移。
此外,當傳統 2D 振鏡試圖在邊緣視野加工時,光束會以極大的入射角打在透鏡上,導致雷射光斑(Spot Size)產生橢圓形的幾何畸變與能量密度下降。這種光斑畸變會直接導致 ISAC 超材料邊緣的微結構形狀不均勻,嚴重影響最終產品的電磁良率。
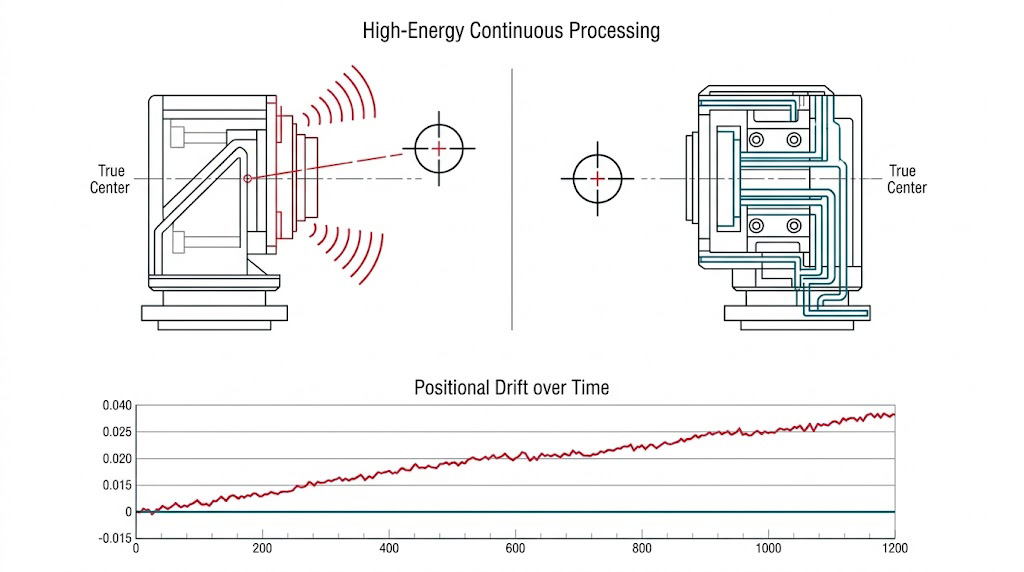
高能加工對比圖:無冷卻產生熱漂移使中心偏離(紅線),主動冷卻保持加工中心穩定(藍線)
巨觀與微觀的通訊斷層與「拼接誤差(Stitching Error)」
最後一個難題在於實驗室的底層控制硬體架構,為了加工面積龐大的 ISAC 天線罩,工程師必須將高頻率的雷射掃描振鏡(微觀)安裝在長行程的線性龍門滑台(巨觀)上,在傳統的分散式控制系統中,龍門滑台由一組控制器驅動,而雷射振鏡則由另一塊獨立的 PC 介面卡控制,這兩個系統之間缺乏絕對的時脈同步,當機台採用「步進-曝光-重複(Step-and-Repeat)」的方式加工時,不僅耗時,在兩個視野(FOV)交界的接縫處,往往會因為滑台整定時間的誤差,產生明顯的重疊過度或未加工的空白,這就是致命的「拼接誤差」。
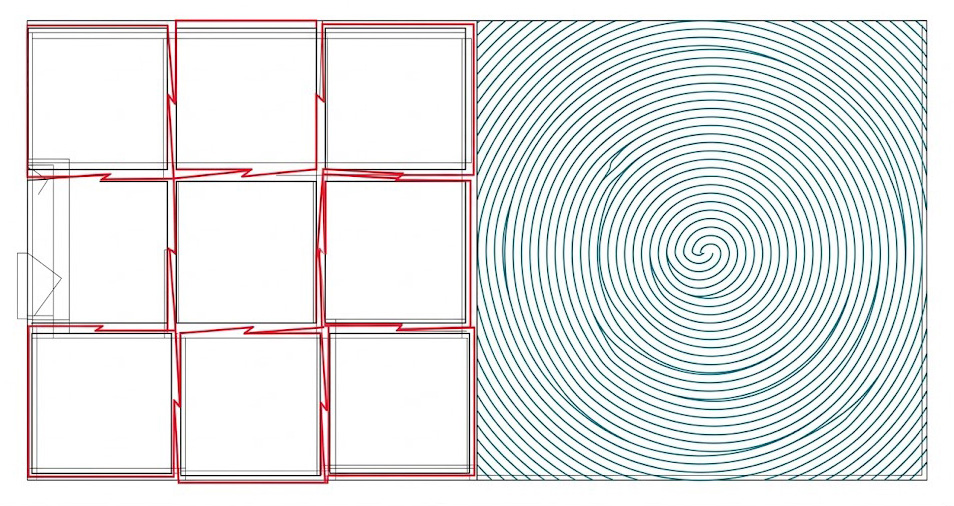
圖解 Step-and-Repeat 拼接誤差(左,紅色)與 IFOV 無縫連續螺旋掃描路徑(右,藍色)之對比。
若試圖讓滑台與振鏡「同時移動(On-the-fly)」,受限於標準乙太網路的時基抖動(Jitter),巨觀位置回饋與微觀振鏡指令之間會產生數毫秒的相位延遲,導致雷射打出的軌跡在空間中完全撕裂。無法在硬體層級實現巨微觀的完美同步,是所有雷射系統整合者共同面臨的最終天險。
延伸閱讀:告別複雜架構:單一控制器實現雷射掃描與伺服高效整合
面對上述嚴苛的 MIL-STD 幾何規範與量產量要求,單純依賴購買標準的 2D 雷射掃描頭並試圖用傳統的滑台控制器來克服拼接誤差,最終不可避免地將陷入無止盡的錐度變形、熱漂移與軌跡撕裂中;這正是我們強調「系統整合優勢」的核心所在,我們提供經過全球頂尖國防與航太實驗室驗證的解決方案,從能實現光學五軸翻轉的硬體掃描器,到一體化的智能控制器與進階演算法軟體:
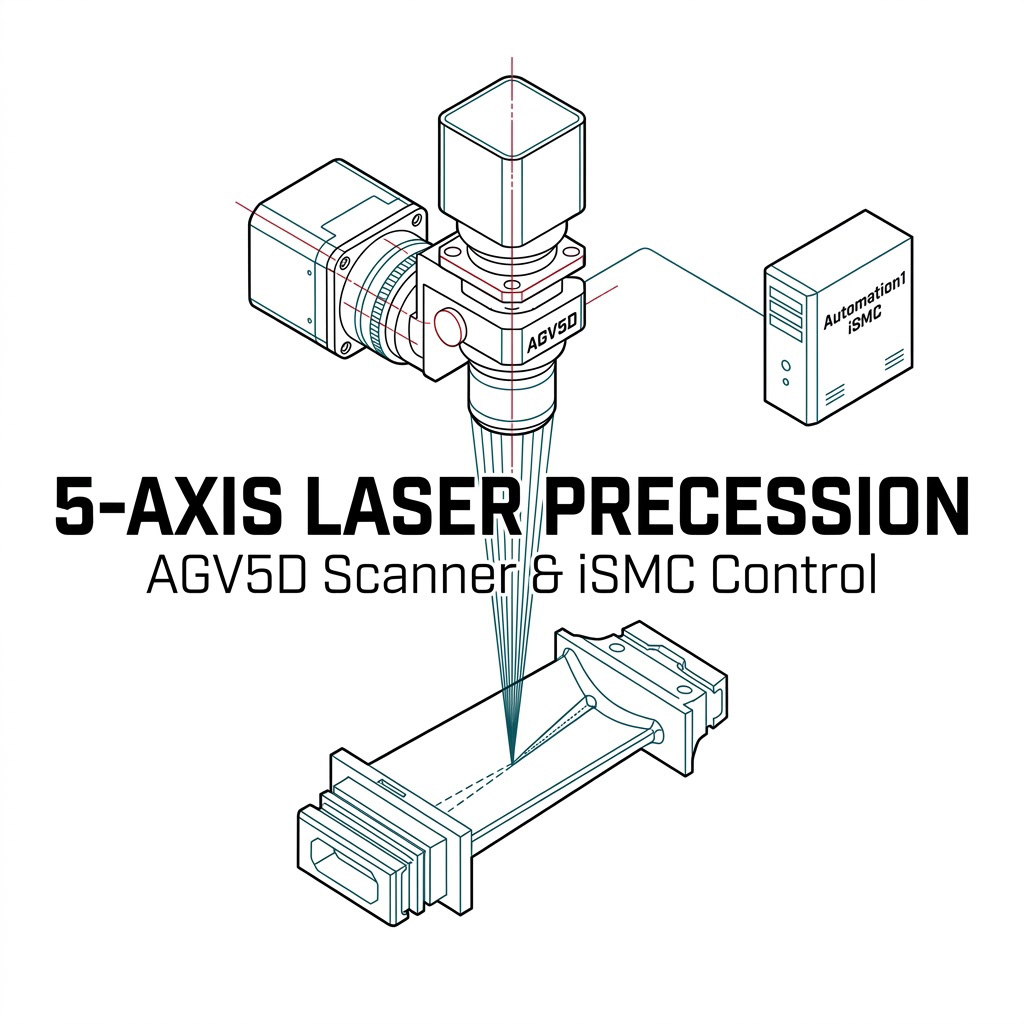
突破微幾何限制的光學硬體:AGV5D 五軸雷射微加工進動掃描器
針對薄膜冷卻孔的逆錐度要求與機械翻轉的共振問題,我們提供 Aerotech AGV5D 五軸雷射微細加工進動掃描器 (Five-Axis Precession Scanner),AGV5D 是一台顛覆傳統的雷射掃描設備,它將 X、Y 掃描軸與額外的光學姿態調整軸(如 Pitch 俯仰與 Roll 滾轉)完美整合在單一設備內,您不需要移動沉重的航太工件,AGV5D 能直接讓雷射光束在空中產生「進動(Precession)」運動,精準雕刻出完美的直壁孔、正錐孔、逆錐孔、倒角甚至是使用者自訂的複雜橫截面,AGV5D 相容於各種波長(1030 nm, 1064 nm, 515 nm, 532 nm)的商用飛秒雷射,更重要的是它內部整合了工業級的水冷與氣冷(Water- and Air-cooling)實體機制,徹底阻絕了高能雷射帶來的熱漂移,確保在連續量產加工下,微結構的精準度始終如一。

AGV5D 為一款高速、高彈性的五軸雷射微加工進動掃描器,專為產生精密孔洞與複雜幾何圖形設計;支援多種商用飛秒雷射,具備五個自由度(DOF)的光束操控能力,能與運動平台整合,加工大於視場範圍的特徵;水冷與氣冷設計確保工業環境下的長期運作穩定性,是醫療、電子與汽車領域精密加工的理想選擇。
延伸閱讀:掃描頭動態+IFOV同步控制:突破雷射加工速度與品質
消滅通訊斷層的控制中樞:Automation1 iSMC 智慧型控制器
面對巨觀龍門與微觀振鏡之間的通訊延遲與抖動,我們推薦導入核心控制產品:Automation1 iSMC 智慧型軟體運動控制器,Aerotech iSMC 是一個能同時駕馭多達 32 軸的強大控制引擎,透過其專利的 HyperWire 光纖通訊網路,它能將驅動 AGV5D 的掃描控制器與驅動下方大型龍門滑台的伺服驅動器,完美融合在同一個高達 20 kHz 的同步運算迴路中。這徹底消滅了傳統分散式系統中的網路抖動(Jitter)與相位延遲,確保所有運動軸在硬體層級實現次奈秒(Sub-nanosecond)的極致同步。

Automation1 控制器將您的運動控制性能提升至新的水平,眾多高階設備與系統製造商,正透過 Automation1 建構更為優異的解決方案。
終結拼接誤差的軟體套件:AeroScriptPlus 演算法與 IFOV 技術
有了硬體與控制中樞,最後一步是完美的軌跡執行,為了解決 ISAC 天線罩加工的「拼接誤差」與複雜五軸編程,Aerotech 提供專屬的付費軟體產品:AeroScriptPlus 進階控制器功能套件,購買並啟用 AeroScriptPlus 後,系統將解鎖兩大殺手級功能:
- 工具中心點編程 (TCP, Tool Center Point):
允許工程師直接輸入目標零件的三維 G-code 座標,控制器會自動且即時地將複雜的空間逆運動學矩陣轉換為 AGV5D 內部的五軸光學動作,大幅簡化製程開發。 - 無限視野 (IFOV, Infinite Field of View):
這是消除拼接誤差的終極武器,演算法會自動且無縫地將雷射加工軌跡分配給下方的巨觀線性滑台與上方的 AGV5D 掃描器,滑台負責平滑地跟隨大輪廓,而 AGV5D 則在移動中即時處理高頻的微結構雕刻,雷射加工不再受到振鏡單一視野的限制,徹底消滅了傳統「步進與重複」造成的接縫瑕疵,在提升產能的同時,打造出完美無瑕的航太超材料表面。
打造頂尖的國防與航太雷射微細加工平台沒有單一標準答案,實際的硬體配置將因應您的飛秒雷射波長、孔洞錐度規範以及龍門機台尺寸而量身打造,如需針對 AGV5D 進動掃描器或 AeroScriptPlus 演算法進行深入的系統整合建議,請立即聯繫「奧創系統」團隊。我們擁有豐富的航太級雷射系統整合經驗,隨時準備為您提供最專業的配置指南。
在 奧創系統科技,我們不只提供單點設備,我們構建的是全域的整合思維。
從企業場域的精密佈局,到專案交付時的軟硬體協同,我們始終貫徹確保每一個節點、每一條訊號,都在最嚴苛的標準下,達成完美的系統共振。
實際系統配置將因應您的測試應用、規範、場地限制及待測物特性而有所不同。如需深入規劃與系統或軟硬體選配搭配建議,請聯繫「奧創團隊」,我們擁有豐富的系統整合經驗,隨時準備為您提供最專業的配置建議與技術支援。